by A.C. Drenth1, A. Lakshminarayanan1, P.E. Cabot2, and D.B. Olsen3 (11/18)
Quick Facts…
- A Triglyceride Blend (TGB) is a biofuel pathway that is easy and economical to produce.
- As compared to straight vegetable oil (SVO), TGBs improves viscosity, cold flow performance, and other physical properties to levels more similar to petrodiesel without the need for a fuel heater.
- TGBs may be well suited to on-farm production of fuel for diesel engines, and would allow the use of oilseeds that may not have a nearby commercial market.
- There are disadvantages to using TGBs, particularly warranty and safety concerns that need to be understood by potential users.
Purpose and disclaimer
The purpose of this fact sheet is to provide information about Triglyceride Blends (TGBs), the resultant product of mixing straight vegetable oil (SVO) with E10 gasoline as a thinning agent. The fact sheet is a way to share information and key findings with interested parties in an easy to understand and more accessible manner than technical publications. No ASTM standard exists for TGBs and the use of TGBs may void new engine warranties. Consult local and regional laws for off-road fuel production for agriculture use. Any use of this fuel production method is an assumption of risk; Colorado State University (CSU) is not liable for any damages, losses or causes of action of any nature.
What is a TGB?
Straight vegetable oil (SVO) has been used as a fuel in diesel engines since their inception when Rudolph Diesel advocated vegetable oil fuels, hoping that farmers could supply their own fuel through oilseed cropping. However, in modern unmodified diesel engines, most experts agree that long-term use of SVO can cause problems that may decrease service intervals and reduce engine life. Many of these problems are tied to the high viscosity of SVO, which is typically 10-20 times greater than petrodiesel. Viscosity can be lowered through several methods, which are referred to as fuel conversion methods or fuel pathways. Among the more common biofuel pathways are those using chemical reactions. For example, biodiesel is produced through the transesterification of vegetable oils (or animal fats) into mono-alkyl esters of long chain fatty acids. Making biodiesel entails a controlled chemical reaction using an alcohol and a catalyst. As an alternative, TGB for biofuel is made through a physical, not chemical, conversion process. TGBs are made by mixing vegetable oil (triglycerides) with gasoline or other low viscosity fuel and using the resulting solution (blend) as a petrodiesel substitute. The reduction in viscosity through this blending process allows TGBs to be used in diesel engines without modification. The addition of gasoline will also increase the energy content of TGBs compared to SVO, which increases fuel economy and can increase engine performance parameters like maximum power [1]. Some U.S. farmers have been using TGBs successfully for several years (with various naming conventions for this biofuel [2], [3]), and the Engines and Energy Conversion Laboratory (EECL) at CSU has been conducting research on this pathway since 2010. The main advantage of TGBs are: they are economical, fast to make, and relatively easy to make. TGBs are produced with low energy inputs, and do not create waste products or require a catalyst. Cost of production and initial capital investment are relatively low, making economy-of-scale of less concern than other biofuel production options. Due to the ease of production, TGBs may be well suited to on-farm fuel needs in rural areas. TGBs may also be relevant to farmers looking to grow a nontraditional oilseed crop that may work well in their rotation, but does not have a commercial market established in their area. This would create a use for oilseeds produced as cover crops, off-season crops, relay crops, fallow-substitutes, or in other rotations that could be planted in concert with water rights leasing.
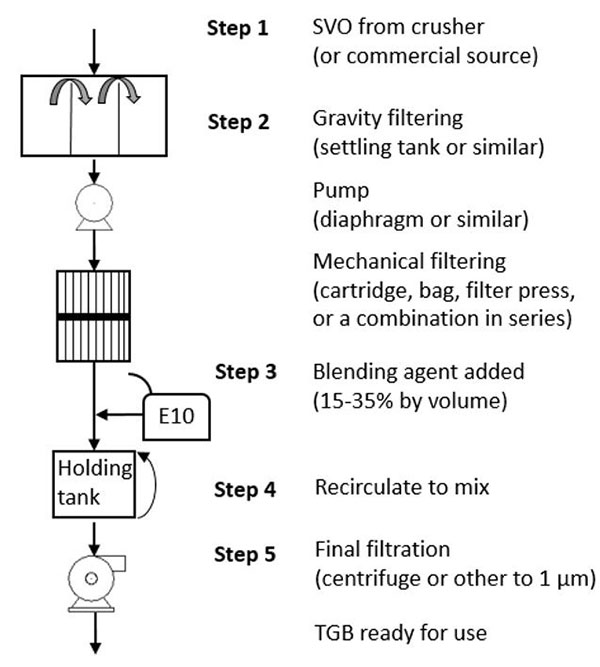
Figure 1. TGB production.
TGB production
A basic TGB production flow diagram is shown in Figure 1 and is described below in four steps:
- Step 1: The starting point to make TGBs is virgin vegetable oil. The focus of this fact sheet is not on the on-farm crushing of oilseeds, with several other resources already dedicated to that topic (e.g. references [4] and [5]). Alternatively, some farmers may be able to readily obtain oil from a commercial source, such as a nearby oilseed processing facility. The EECL has not done research on other sources of feedstock for TGB production, such as used cooking oil or animal fats.
- Step 2: After extraction, an initial filtering of the oil is typical to remove residual meal particles. There are other references available (e.g. reference [6]) for additional details on filtering oil. The initial and final filtering steps shown in Figure 1 are for illustration purposes and other combinations or methods may be acceptable. Regardless of method, the importance of filtering cannot be overlooked. Poorly filtered TGBs will clog fuel filters and may reduce engine longevity.
- Step 3: Once the vegetable oil is extracted and filtered, the blending agent is added.
- Blending Agent – The EECL has used gasoline with ethanol contents ranging from E0 to E85 during TGB testing, as well as renewable naphtha. When using gasoline as a blending agent, the recommendation is to limit ethanol content to 10% (E10). Higher levels of ethanol in the blend could cause component separation due to differences in chemical structure of the vegetable oil and alcohol [7]. Engine performance was favorable when using renewable naphtha as a blending agent, but this fuel has limited availability compared to gasoline. For simplicity, the remainder of this document refers to the blending agent as E10.
- Blending Agent Percentage – Short-term engine performance testing at the EECL using a direct injection, common rail, diesel engine was carried out using SVO to E10 volumetric ratios ranging from 100/0 to 20/80. EECL testing showed diesel engines are fairly insensitive to the blend ratio of TGBs, although performance degrades with high (>50%) and low (<15%) E10 contents [8]. The recommendation for best performance is to use volumetric ratios between 15-35%. As shown in Figure 2, the viscosity is greatly reduced with a small amount of E10, and the benefit to viscosity tapers off above ~35% blend ratios [7]. All figures in this document show the average value for seven oils: camelina, canola, carinata, corn, pennycress, soy, and sunflower.
o Blending Technique – The desired blend ratio between vegetable oil and the thinning agent can be achieved in two different ways. As was done in EECL testing, a known volume of SVO (e.g. 15 gallons) was blended with a known volume of E10 (e.g. 5 gallons) to make a 75/25 volumetric ratio. In practice, some farmers using TGBs and mixing them in bulk find a gravimetric approach more convenient; using a hydrometer to control how much E10 is added to the SVO [1]. For the hydrometer method, E10 is added to SVO progressively until the resulting blend “floats” the hydrometer at a pre-determined level (e.g. SG ≈ 0.87). A hydrometer is an instrument that measures specific gravity (SG), which is the ratio of the density of a fluid to the density of water. Fuel property testing of TGBs has shown density varies approximately linearly with blend ratio as shown in Figure 3, making using a hydrometer (Figure 4) an effective approach [7]. Since density of vegetable oil increases with decreasing temperatures, more E10 is needed to achieve the same SG in the winter months than shown in Figure 3 (measured at room temperature). Farmers should also be aware the physical properties of vegetable oil can vary by region, and those produced on their farm may differ from what has been used in EECL testing.
- Step 4: Once the desired ratio of SVO to E10 is achieved, the TGB should be agitated to ensure adequate mixing. TGBs do not require large amounts of agitation to form a solution, but hand or mechanical mixing ensures homogeneity. Due to the volatility of the gasoline component, this mixing process can increase the pressure in a sealed container, and thus should be outgassed (vented) before storage.
- Step 5: A final filtration of TGBs to 1 micron after the blending process is recommended before use. The final TGB can be used in neat form or, similar to biodiesel (i.e. B20), can be mixed with petrodiesel to provide a good balance of cost, emissions, cold-weather performance, materials compatibility, and ability to act as a solvent [9]. EECL testing has shown TGBs (SVO + E10) are both physically stable (do not separate) and are chemically stable over the expected timescale of use [7]. Operators should still try to minimize storage time, as TGBs contain oxygen and can degrade, undergoing rancidity with long term or improper storage.
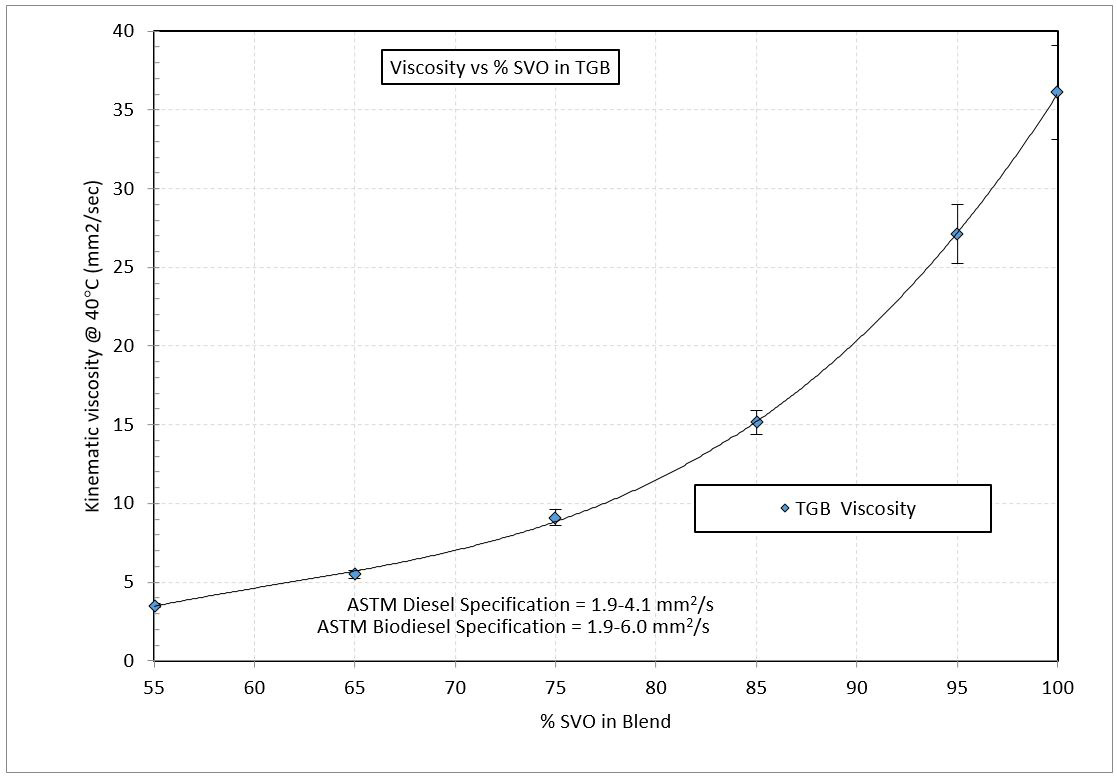
Figure 2. TGB viscosity versus blend ratio [7].
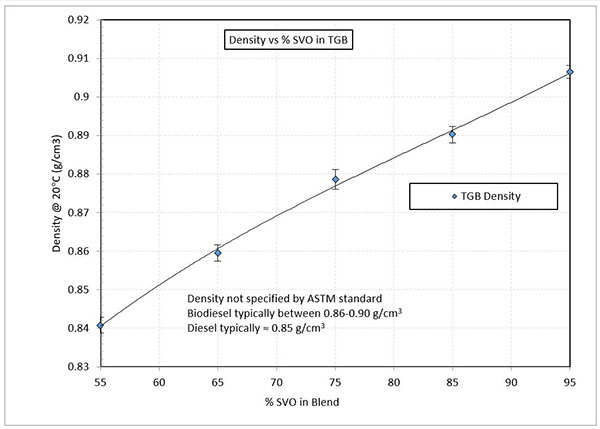
Figure 3. TGB density versus blend ratio [7].
Figure 4. Hydrometer.
Engine performance and durability
Engine performance has been generally acceptable for the TGBs discussed above. As shown in Figure 5, most categories (fuel consumption, thermal efficiency, carbon monoxide emissions, and oxides of nitrogen emissions) were within ±10% of petrodiesel performance with slightly higher hydrocarbon and particulate matter emissions at the tested load and speed [10]. Engine durability is the testing of longer term effects of TGBs. Durability testing at the EECL is performed using a single cylinder, direct injection, diesel engine over extended intervals. Durability issues include oil degradation, combustion chamber carbon build-up, and fuel system compatibility. At the conclusion of the durability test interval, the engine is disassembled for post-test inspection of the injector and combustion chamber. Engine durability under TGB usage is an area of ongoing research at the EECL. Initial results show TGBs have significantly less carbon build-up on the injector and combustion chamber than when using SVO of the same feedstock over the same interval. Biodiesel exhibited less carbon build-up than a TGB (90/10 blend), and petrodiesel. For the testing, biodiesel and TGB were produced from the same canola oil feedstock [11]. Figure 6 shows a relative comparison from some of the fuels evaluated for durability.
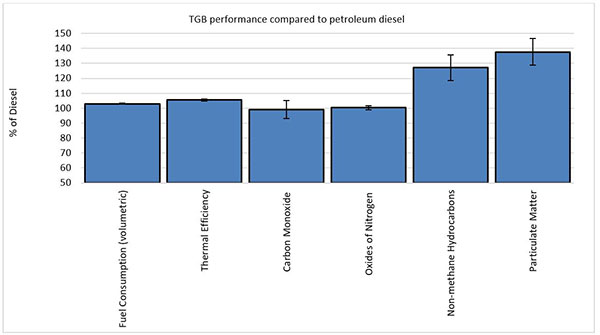
Figure 5. TGB (75/25 blend) engine performance, John Deere 4.5L PowerTech (Tier 3 compliant) at 1700 rpm and 250 N-m [10].
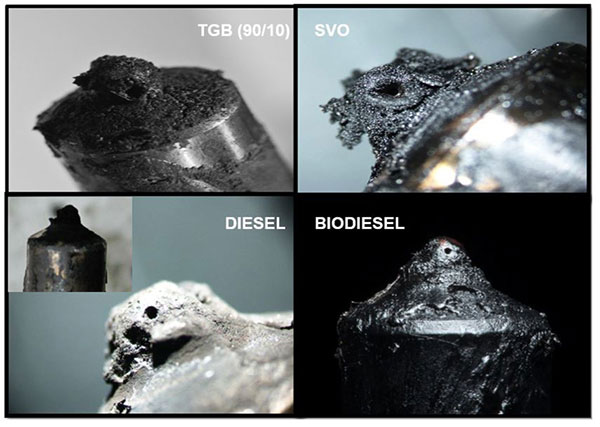
Figure 6. 300 hour durability results of canola biofuels, Yanmar 0.76L TF140E at 1700 rpm and 4.5 kW [11].
Safety considerations
Low volatility has been linked to poor atomization and combustion of SVO in diesel engines. In addition to the viscosity reduction, making TGBs (adding E10) also improves the volatility compared to SVO. A downside to this increased volatility is a corresponding reduction in flash point. Flash point is the lowest temperature at atmospheric pressure at which application of a test flame will cause the vapor of a sample to ignite under specified test conditions. The volatility of the E10 causes TGBs to have low flash points in neat form due to the low flash point of the gasoline (~-40 °C) and ethanol (~13 °C) components. For reference, the ASTM specification for biodiesel flash point is 93 °C minimum while petrodiesel is 52 °C minimum. Testing at the EECL has shown even a small amount of E10 (<5%) in a TGB will drive the flash point to a low value (<40 °C). Flash point, as specified by the ASTM standards, is not directly related to engine performance. It is, however, of importance in connection with legal requirements and safety precautions involved in fuel handling and storage that are normally specified to meet insurance and fire regulations [12].
Related to flash point are flammability limits in a fuel tank headspace. As the temperature rises in a fuel container, fuel vapors are produced and mix with air which progress from too-lean-to-burn, to combustible, to too-rich-to-burn. Quantifying flammability of TGBs is an area of ongoing research at the EECL. Initial flash point and vapor pressure studies have shown that TGBs have similar flammability to neat gasoline. These findings are similar to the research of others on diesohol (petrodiesel + ethanol) and other biofuel blends containing ethanol (i.e. biodiesel + ethanol) because the flammability is dominated by the high volatility component. Besides temperature, the flammability limits of gasoline depend on several factors such as fill ratio, winter or summer blend, ethanol content, and are therefore difficult to summarize here. Published data showed the vapor above the fuel level in a gasoline storage container at normal ambient temperature exceeds the upper flammability limit (too-rich). The approximate flammable range for summer E10 (1/30 fill ratio) is from -48 to -16 °C [13].
Flash point testing results indicates that, according to definitions by the National Fire Protection Association (NFPA), U. S. Department of Transportation (DOT), and U. S. Occupational Safety and Health Administration (OSHA), TGBs should be treated as a Class I (flammable) liquid as they have flash points below 100 °F (37.8°C), while petrodiesel fuel is a Class II (combustible) liquid. Like other petrodiesel fuel substitutes that contain a high volatility fuel component, TGB handling, storage, and dispensing must be afforded the same cautions as neat gasoline (treated as a Class I liquid). Depending on the application, additional safety measures may be warranted for using TGBs, such as the fitting of flame arresters on fuel tanks [13], [14].
Other observations
Like biodiesel, farmers using TGBs have reported some solvent properties that can break down the varnish deposits left by petrodiesel on the walls of the existing fuel storage tanks or fuel systems [9]. The breakdown of these deposits could be significant in older machinery, which can cause fuel filters to plug rapidly during the initial transition to biofuel use. Once the contaminant is removed from the fuel system, subsequent fuel filter service intervals should return to normal.
Also like biodiesel, users of TGBs have reported quieter and smoother sounding engine operation at some loads compared to petrodiesel. Other researchers have linked this effect to the increased cetane number and lubricity of biodiesel. The EECL has not done cetane number testing on TGBs, but have noted injector timing and combustion heat release rate curves are similar for TGB (75/25 blend) and biodiesel [10]. One advantage to mixing SVO or biodiesel with ultra-low sulfur diesel (ULSD) is the biofuel improves the lubricity, even at low blend ratios (i.e. B2). Initial lubricity testing of a 75/25 TGB shows it also has inherent lubricity, and the E10 is not negatively affecting lubricity at that ratio [7].
Conclusions
TGBs may help fill a niche role in farm-fuel production or other remote users. TGBs allow farmers a simple yet effective method to produce off-road fuel that can improve sustainability in agriculture. TGBs may be well suited for farmers who introduce an oilseed crop into their rotation, but do not have a nearby commercial market for the crop. Farm-fuel production also offers some protection from price volatility of petroleum fuels, and an option to produce their own fuel in times of fuel shortages. Operators of newer equipment should consult warranty statements before using TGB fuel. The flammability concerns outlined above also must be well understood and mitigated by potential users.
References
[1] A. Lakshminarayanan, D. Olsen and P. Cabot, “Performance and emission evaluation of triglyceride-gasoline blends in agricultural compression ignition engines.,” Applied Engineering in Agriculture , vol. 30, no. 4, pp. 523-34, 2014. [2] B. Gergen, “He Grows And Processes His Own Biodiesel Fuel,” Farm Show Magazine, pp. 2-4, Issue 4 Volume 30 2006. [3] C. Busch, “CSU Extension supports development of on-farm biofuel,” Today @ Colorado State, pp. 1-2, 25 March 2011. [4] R. Schaufler and D. Schaufler, “Small-scale oilseed processing guide.,” Penn State Extension, University Park, PA, 2013. [5] J. Schumacher, “Small Scale Oilseed Processing, Briefing No. 88.,” Montana State University Extension, Bozeman, MT, 2007. [6] D. Schaufler, “Oilseed Fact Sheet: Oil Filtration.,” University of Vermont Extension, Burlington, VT. [7] A. Drenth, D. Olsen and K. Denef, “Fuel property quantification of triglyceride blends with an emphasis on industrial oilseeds camelina, carinata, and pennycress.,” Fuel , vol. 153, pp. 19-30, 2015. [8] A. Lakshminarayanan and D. Olsen, “Engine performance evaluation of triglyceride blends for multiple blend ratios. (in preparation),” Applied Engineering in Agriculture, 2015. [9] Alternative Fuels Data Center (AFDC), “Biodiesel Blends,” U.S. Department of Energy (DOE), Washington, DC, 2015. [10] A. Drenth, D. Olsen, P. Cabot and J. Johnson, “Compression ignition engine performance and emission evaluation of industrial oilseed biofuel feedstocks camelina, carinata, and pennycress across three fuel pathways.,” Fuel , vol. 136, p. 143–55, 2014.1A.C. Drenth and A. Lakshminarayanan, Colorado State University PhD candidates in Mechanical Engineering, 2P.E. Cabot, Colorado State University Research Scientist, Extension and Colorado Water Institute, 3D.B. Olsen, Colorado State University Associate Professor in Mechanical Engineering, 11/18.


